





















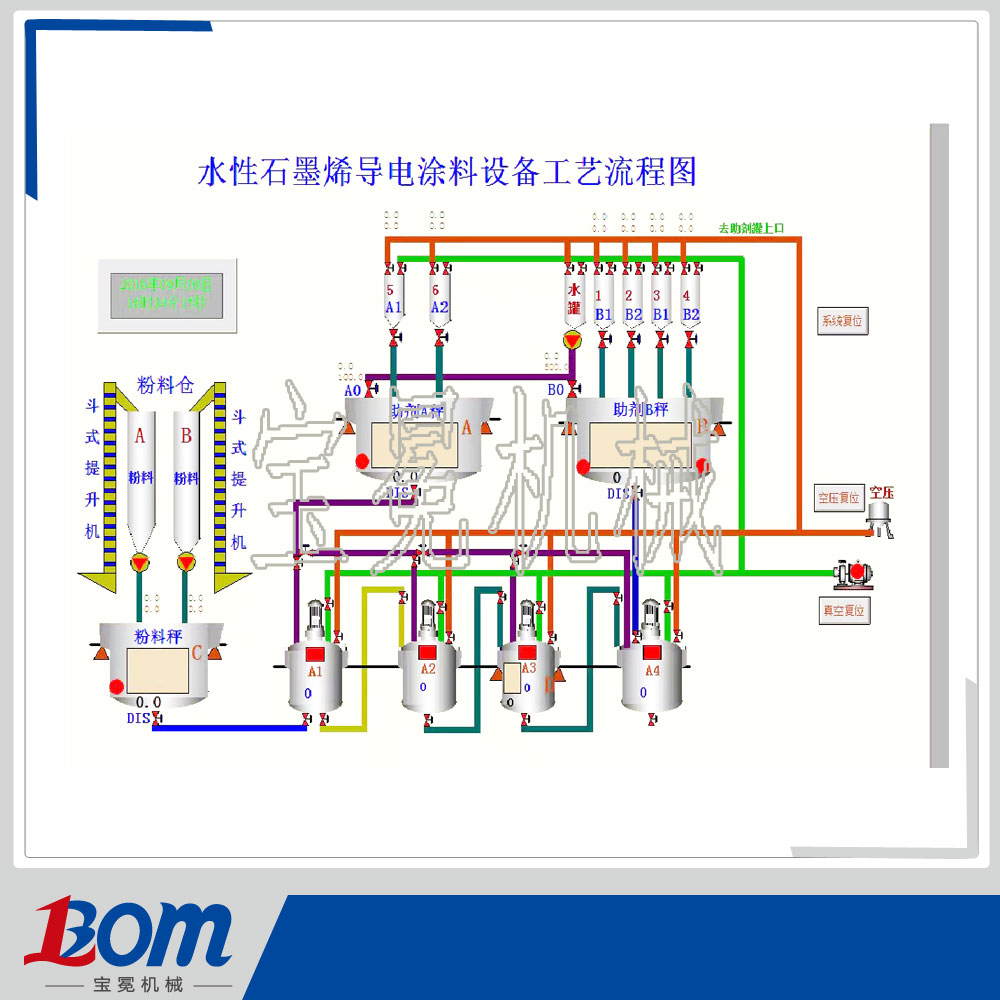

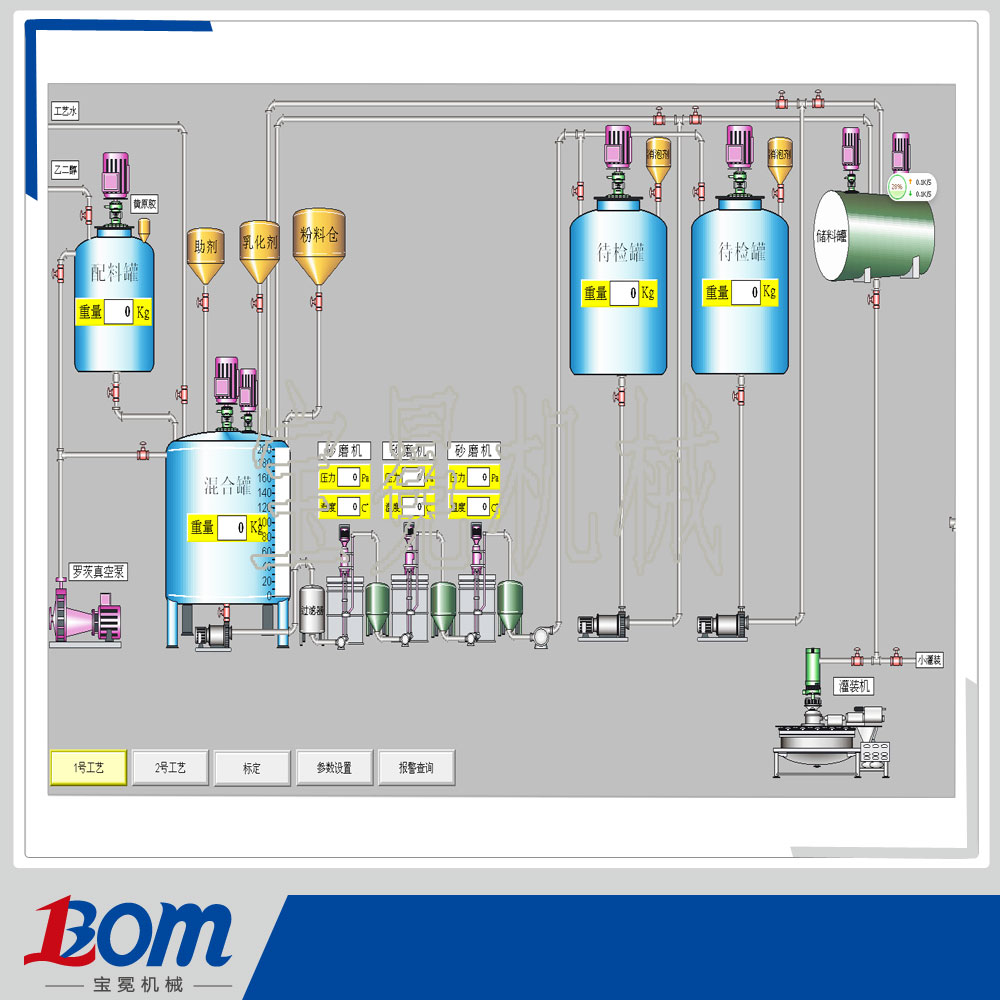
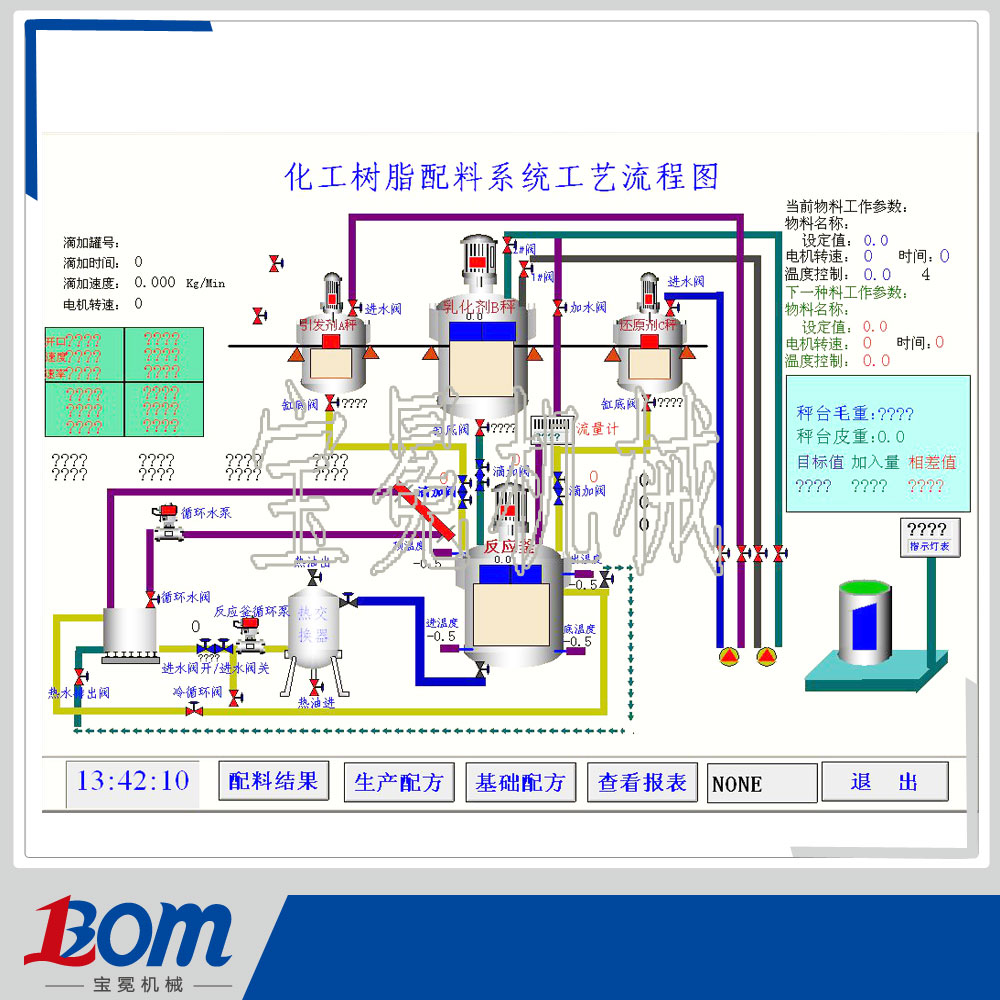
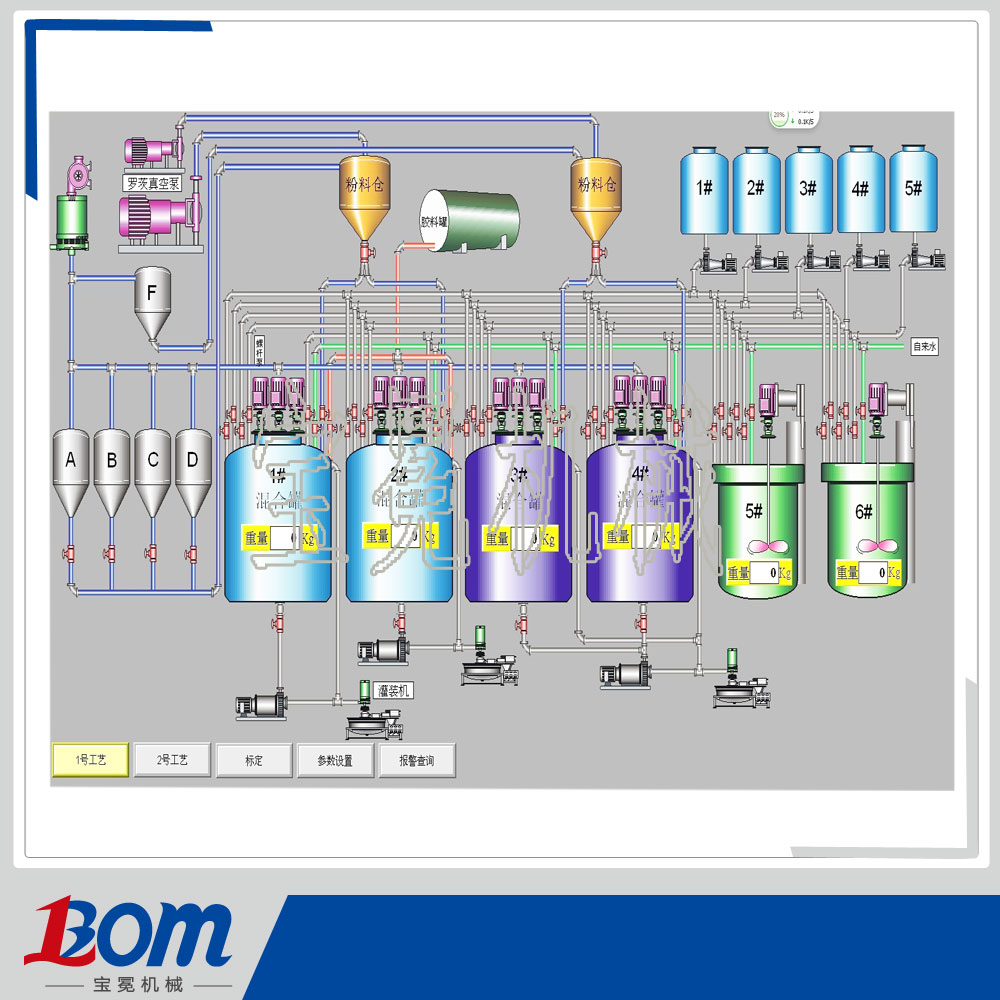
1.在中央控制室使用计算机对生产现场监控,用中文菜单和图形显示,屏幕实时显示各原料储罐料位状况、各管道行料状态、阀门状态、储罐接液体管道行料情况。动态显示配料重量,整个配料线状态在工控计算机屏幕上可一目了然。可编程逻辑控制器和工控计算机之间采用光纤以太网混合通信传输数据,实现数据的高速可靠传输。
2.配方管理:在电脑上建立并存储配方后,工作人员选择要生产的产品配方,按下开始配料按钮,系统自动有序的将所需要的原料从原料储罐定量取出至目标位置,等到初步融合完毕自动输送至成品罐。
3.自动输送:原料先由螺旋输送机输送至计量料仓内,当原料重量达到设定重量时螺旋输送机停止送料,再将已经计量的物料经过机械的或者气力的输送方式送至目标位置。
4.纠错和报警;系统偶然出现故障时,能自动采取相应的步骤或措施(如在监控器上显示建议措施、报警、暂停、请求人工干预、紧急停机等),并指示故障类型及故障位置等信息。当在配料过程中,如因偶然和特殊原因误差值大于允许值时,配料配料系统输出报警信号,自动停止行料。然后由人工校准误差后方可继续之前流程。
5.操作权限:在工控机端,可根据不同部门、不同操作人员的等级设定不同的操作权限,可编排权限的层级,设定密码等。
6.生产数据管理;系统对生产过程中的数据进行自动记录,并以报表的形式输出,管理人员可以通过报表了解每一批料的配置数据,如每种原料的添加实际重量,添加时间等等。系统具有良好的可靠性,并能满足24 小时连续工作的要求。加料与称量等的各种机构在设计上按照方便维护和修理来设计,满足用户对本系统在使用中的维护保养和简单的修理要求。

